코어 가공 실무편 (2)
이번 호에서는 파워밀(PowerMill)의 코어(Core) 가공의 실무 과정 가운데 황삭 가공에 대한 내용을 따라하기와 함께 살펴 본다. 예제 파일은 CAD&Graphics 홈페이지의 자료창고에서 다운로드받을 수 있다.
■ 이경하 | 한국델켐 기술개발본부 수석 컨설턴트로 델켐 프로덕트의 기술지원 및 교육, 파워밀 실무 능력 시험 출제 및 채점, NCS(국가 직무능력 표준) 교재 및 교육 콘텐츠 개발 업무를 담당하고 있다.
E-mail | gelma@delcam.co.kr
홈페이지 | www.delcam.co.kr
1. 황삭 페이지
황삭가공을 선택한다.
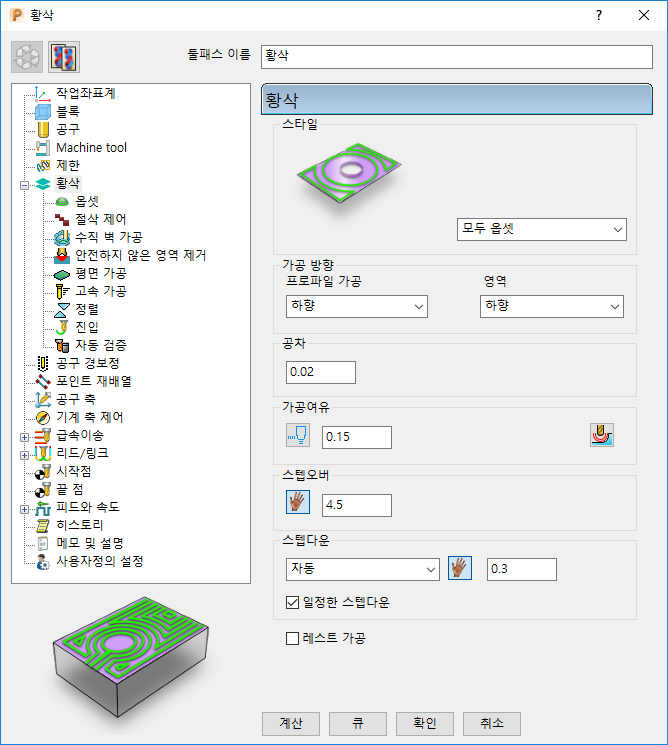
(1) 가공여유
가공여유는 최대한 적게 남긴다. 만약 황삭 가공 여유가 0.05라면 황삭에서 공구 밀림으로 과삭이 일어날 수 있으므로, 가공여유를 너무 적게 주지 않는다.
1) 공구별 가공여유
공구 지름 13파이부터 커터(인서트 팁 사용), 지름 12파이 이하 솔리드 공구(일체형 공구)는 0.1~0.15, BT40은 0.1 이하로 내려가지 않는게 좋다. BT40은 0.15 정도 가공여유를 주고, BT30(DMG/엑스론/소딕)은 가공여유 0.1 이하로 사용 가능하다.
짧게 들어가서 빨리 가공하는 방식의 고속가공기는 0.3mm 가공이 어렵다. 13파이 이상, 17파이, 21파이 공구는 0.2 이상 가공여유를 남겨야 한다.
커터가 크다는 것은 가공 깊이가 깊고 가공 피치가 넓다는 뜻이다. 최대한 많은 양을 빨리 가공하면 가공 부하량이 상당히 크고 코너 부분에서 급격히 피드가 감소하여 과절삭되는 현상이 일어나기 때문에, 가공 여유량을 많이 남긴다. 커터나 엔드밀 공구는 소모품이며 마모가 되면 교체해서 사용한다.
21~26 파이 공구는 0.2, 26~33 파이는 0.3 이상, 50 파이 이상은 0.5~0.8의 가공여유를 남겨야 한다.
몰드베이스 입고 단계
■ 3~5mm 남겨놓은 상태에서 1차 베이스 황삭
■ 황삭 완료된 베이스 연마(가공 중 뒤틀림 발생으로 황삭 가공 후 연마)
■ 베이스 조립 - 입고